
جوشکاری غیرذوبی چیست؟
در مقاله جوشکاری چیست با تعریف کلی از جوشکاری و انواع آشنا شدیم. پیشنهاد نویسنده این هست که اگر آن را مطالعه نکرده اید بهتر است قبل از شروع به مطالعه این مقاله، 2 دقیقه زمان بگذارید و مقاله جوشکاری چیست را مطالعه کنید. با فرض اینکه شما تعریف درستی از جوشکاری را می دانید در ادامه قصد داریم نگاهی دقیق تر به جوشکاری غیرذوبی که یکی از انواع جوشکاری است، داشته باشیم.
جوشکاری غیرذوبی (جوشکاری حالت جامد) که به انگلیسی به آن Solid State Welding گفته می شود. فرایندی است که در آن دو قطعه کار، تحت فشار در دمای زیر نقطه ذوب مواد اصلی، به هم متصل می شوند. که این پیوند مواد، نتیجه انتشار اتم های رابط بین آنهاست. در واقع در این نوع جوشکاری هدف این است که مواد (دو قطعه) بدون اینکه ذوب شوند به هم اتصال داده شوند.
در جوشکاری غیرذوبی از هیچ ماده پر کننده جهت انجام فرآیند جوش استفاده نمی شود و دو ماده بدون فلز پایه بهم اتصال داده می شوند. استفاده از روش جوشکاری حالت جامد منجر می شود تا مواد خواص اولیه خود را از دست ندهند.
کاربردهای جوشکاری غیرذوبی در صنایع مختلف
جوشکاری غیرذوبی به دلیل مزایای منحصر به فرد خود، در صنایع متعددی کاربرد گسترده دارد:
• صنایع خودروسازی: اتصال قطعات حساس بدون تغییر ساختار فلز، کاهش تنش حرارتی و افزایش دوام قطعات
• صنایع هوافضا: اتصال آلیاژهای سبک و مقاوم، بدون کاهش استحکام مکانیکی قطعات
• صنایع نفت و گاز: ایجاد اتصالات ایمن و مقاوم در شرایط فشار بالا و دماهای متغیر
• صنایع الکترونیک و تجهیزات پزشکی: اتصال دقیق و بدون آسیب قطعات کوچک و حساس
این تکنیک به مهندسان و تکنسین ها اجازه می دهد که کیفیت، دوام و کارایی اتصالات را به حداکثر برسانند، بدون آنکه ساختار فلزات پایه دچار تغییر شود.
مزایا و محدودیت های جوشکاری غیرذوبی
جوشکاری غیرذوبی روش نوینی است که هم فرصت های ویژه ای برای ایجاد اتصالات دقیق فراهم می کند و هم محدودیت هایی دارد که باید در نظر گرفته شوند. شناخت هم زمان مزایا و محدودیت ها، به شما کمک می کند بهترین کاربرد و روش اجرای این تکنیک را انتخاب کنید.
مزایا:
• کاهش تغییرات حرارتی در فلزات پایه
• قابلیت اتصال فلزات مختلف بدون نیاز به پرکننده های خاص
• دقت بالا و کاهش احتمال ترک یا تغییر شکل
• کاهش هزینه های انرژی و تجهیزات نسبت به جوشکاری ذوبی
محدودیت ها:
• نیاز به تجهیزات دقیق و اپراتور حرفه ای
• محدودیت در ضخامت و نوع فلزات قابل اتصال
• زمان اجرای بیشتر در برخی پروژه ها
با شناخت مزایا و محدودیت ها، می توان بهترین کاربرد و استراتژی برای استفاده از این روش را انتخاب کرد و از اشتباهات رایج در پروژه های صنعتی جلوگیری نمود.
مراحل توسعه و رشد جوشکاری غیرذوبی (جوشکاری حالت جامد) به صورت زیر است
جوشکاری غیرذوبی یا جوشکاری حالت جامد در طول زمان با پیشرفت فناوری و نیازهای صنعتی توسعه یافته و به روش های متنوعی تقسیم شده است. هر یک از این روش ها بر اساس نوع انرژی، فشار و شرایط اتصال، کاربرد خاص خود را در صنایع مختلف دارند که در ادامه با مهم ترین آن ها آشنا می شویم.
- جوشکاری آهنگری (Forge Welding=FOW)
- جوشکاری سرد (Cold Welding=CW)
- جوشکاری اصطکاکی (Friction Welding=FRW)
- جوشکاری انفجاری (Explosive Welding=EXW)
- جوشکاری نفوذی (Diffusion Welding=DFW)
- جوشکاری با امواج مافوق صوت (Ultrasonic Welding=USW)
جوشکاری آهنگری (FOW)
جوشکاری آهنگری یک فرایند جوشکاری غیرذوبی (جوشکاری حالت جامد) است که در آن قطعات فولادی با کربن کم در حدود 1800 درجه فارنهایت (1000 درجه سانتیگراد) گرم می شوند و سپس چکش کاری (جعلی) می شوند. قبل از جوشکاری آهنگری قطعات به منظور جلوگیری از گرفتگی اکسیدها در مفصل بهم بسته می شوند (scarfed) می شوند بطوریکه انتهای آنها به صورت جدا شده یا چسبانده شده، روی یکدیگر قرار بگیرند. در فرآیند جوشکاری آهنگری عمل اتصال دو قطعه با گرم کردن قطعات تا حد سرخ شدن آنها . سپس کوبیدن مداوم قطعات صورت می گیرد آنقدر این فرآیند تکرار می شود تا قطعات باهم ممزوج شده و در هم فرو روند.
جوشکاری آهنگری در مغازه های آهنگرهای عمومی و برای ساخت قطعات هنری فلزی و لوله های جوش داده شده استفاده می شود.
مزایای استفاده از جوشکاری آهنگری:
- جوش با کیفیت خوب ممکن است بدست آید.
- بخش هایی از شکل پیچیده ممکن است جوش داده شوند.
- هیچ ماده پرکننده لازم نیست.
مضرات جوشکاری آهنگری:
- فقط فولاد کم کربن ممکن است جوش داده شود.
- سطح بالایی از مهارت اپراتورها لازم است.
- روند جوش آهسته است.
- جوش ممکن است توسط کک مورد استفاده در کوره گرمایش آلوده شود.
جوشکاری سرد (CW)
جوشکاری سرد یک فرآیند جوشکاری غیرذوبی (حالت جامد) است که در آن دو قطعه کار در دمای اتاق و تحت فشار به یکدیگر متصل می شوند و باعث ایجاد تغییر شکل قابل توجهی در قسمت های جوش داده شده و ایجاد تماس عمیق بین سطوح جوش شده می شوند. در نتیجه تغییر شکل، غشا اکسیدی که قسمتهای جوش داده شده را پوشانده ، شکسته می شود و سطوح فلزی تمیز آشکار می شود. تماس بسیار نزدیک (عمیق) بین این سطوح خالص، پیوندی محکم و بدون نقص ایجاد می کند.
جوشکاری غلطکی یک از انواع جوشکاری است که زیرمجموعه جوشکاری سرد قرار می گیرد. با استفاده از جوشکاری غلطکی می توان ورق های فلزی را به طور پیوسته جوشکاری و سرعت تولیدات را بالا برد. از جمله عوامل موثر در جوشکاری سرد می توان به فشار عمودی در نقطه اشتراک، درصد انبساط سطحی در این نقطه و حرارت دهی بعد از فرآیند جوشکاری ارا نام برد.
فلزاتی از جمله آلیاژهای آلومینیوم ، آلیاژهای مس ، فولادهای کم کربن ، آلیاژهای نیکل و سایر فلزات قابل انعطاف ممکن است توسط جوشکاری سرد جوش داده شوند.
جوشکاری سرد به طور گسترده برای ساخت فلزهای دو فلزی - نوارهای آلیاژ آلومینیوم ، برای روکش فلزی از آلیاژهای آلومینیوم توسط سایر آلیاژهای آلومینیوم یا آلومینیوم خالص (پوششهای محافظتی در برابر خوردگی) استفاده می شود. نوارهای دو فلزی توسط فناوری Rolling تولید می شوند. پرس ها همچنین برای جوشکاری سرد استفاده می شوند.
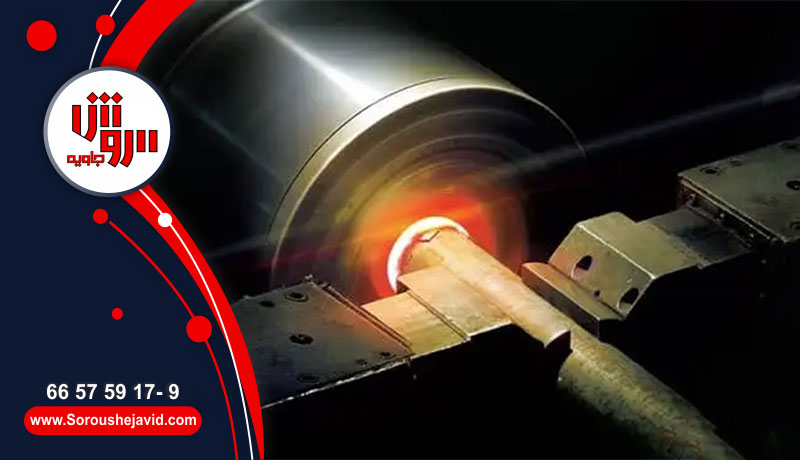
جوشکاری اصطکاکی (FRW)
جوشکاری اصطکاکییک فرآیند جوشکاری غیرذوبی (حالت جامد) است که از طریق تبدیل انرژی مکانیکی به انرژی الکتریکی انجام می شود. این نوع جوشکاری یکی از تازه ترین پیشرفت های صنعت جوشکاری محسوب می گردد. در جوشکاری اصطکاکی دو قسمت استوانه ای هنگام چرخش یکی از آنها با فشار اصطکاک (همراه با اعمال فشار) با دیگری در تماس قرار می گیرد. اصطکاک ایجاد شده بین قطعات باعث پردم شدن آنها می شود و در نهایت اعمال فشار، لبه های قطعات را به هم متصل می کند. جوشکاری اصطکاکی به دو نوع جوشکاری اصطکاکی لحظهای و جوشکاری اصطکاکی مداوم دسته بندی می شود.
برای جوشکاری فولادهای کربنی ، فولادهای آلیاژی ، فولادهای ابزار و قالبهای فلزی ، فولادهای ضد زنگ ، آلیاژهای آلومینیوم ، آلیاژهای مس ، آلیاژهای منیزیم ، آلیاژهای نیکل ، آلیاژهای تیتانیوم ممکن است از روش جوشکاری اصطکاکی استفاده شود.
جوشکاری انفجاری (EXW)
جوشکاری انفجاری یک فرآیند جوشکاری غیرذوبی (حالت جامد) است ، که در آن قطعات جوش داده شده (صفحات) به دلیل فشار ضخامت ضربه ای که بر اثر انفجار کنترل شده از یک بار انفجاری اعمال می شود، به یکدیگر متصل می شوند. جوشکاری انفجاری بهترین روش جهت اتصال مواد غیرهمجنس است. مهمترین شرط لازم برای اتصال موفق در این روش، داشتن انعطاف پذیری مناسب مواد است تا از شکستن قطعات و یا تغییر شکل آنها در زمان جوشکاری جلوگیری شود.
در روش جوشکاری انفجاری، صفحه پایه (یکی از قطعات جوش) بر روی یک ستون (ستون چوبي يا سنگي) قرار داده می شود و بخش دوم (صفحه بروشور) در بالای صفحه پایه به صورت ثابت (عمودی) و یا زاویه دار قرار می گیرد. بار انفجاری در صفحه بروشور قرار داده می شود و انفجار از لبه صفحه شروع شده و با سرعت بالایی در طول صفحه پخش می شود. حداکثر سرعت انفجار حدود 120 درصد از سرعت صوتی موادی است. سرباره ها (اکسیدها ، نیتریدها و سایر آلاینده ها) توسط جت ایجاد شده درست در جلو جبهه اتصال بیرون رانده می شوند. بسیاری از فلزات تجاری و آلیاژهای ممکن است توسط جوشکاری انفجاری به یکدیگر متصل شوند.
جوشهای انفجاری ممکن است به فلزات متفرقه ملحق شوند:
مس به فولاد؛
نیکل به فولاد؛
آلومینیوم از فولاد؛
تنگستن به فولاد؛
تیتانیوم به فولاد؛
مس به آلومینیوم.
مزایای جوشکاری انفجاری:
- سطوح بزرگ ممکن است جوش داده شود.
- پیوند با کیفیت بالا: استحکام بالا ، عدم تحریف ، عدم تخلخل ، تغییر ساختار ریزگرد فلزی صورت می گیرد.
- هزینه کم و روند ساده است
- آماده سازی سطح مورد نیاز نیست.
مضرات جوشکاری افنجاری:
- مواد شکننده (قابلیت انعطاف پذیری کم و ضخامت ضربه کم) قابل پردازش نیستند.
- فقط قطعات شکل ساده قابل اتصال هستند: صفحات ، سیلندر.
- ضخامت صفحه بروشور محدود است - کمتر از 2.5 اینچ (63 میلی متر).
- جنبه های ایمنی و امنیتی ذخیره و استفاده از مواد منفجره ایجاد محدودیت می کند.
جوشکاری انفجاری برای ساخت لوله ها و لوله های چادری ، مخازن تحت فشار ، سازه های هوافضا ، مبدل های حرارتی ، یاطاقان کشویی دو فلزی ، سازه های کشتی ، انتقال جوش ، مخازن فرایند شیمیایی مقاوم در برابر خوردگی استفاده می شود.
جوشکاری نفوذی (DFW)
جوشکاری نفوذی یک فرآیند جوشکاری غیرنفوذی (حالت جامد) است. در این روش فشار به دو قطعه دقت زیاد و در دمای بالا زیر نقطه ذوب فلزات اعمال می شود. پیوند مواد نتیجه انتشار متقابل اتم های بین آنها است. نفوذ در حالت جامد بدون تشکیل فاز مایع، اصلی ترین عامل اتصال در روش جوشکاری نفوذی است. به منظور تمیز نگه داشتن سطوح پیوندی از اکسیدها و سایر آلودگی های هوا ، این فرآیند اغلب در خلا انجام می شود.در جوشکاری نفوذی هیچ تغییر شکل قابل توجهی در قطعه کار رخ نمی دهد. از جوشکاری نفوذی معمولاً به عنوان جوشکاری حالت جامد (SSW) نام برده می شود.
از جوشکاری نفوذی معمولا برای اتصال و پیوند فلزات مختلفی استفاه می شود است که استفاده از انواع جوشکاری دیگر کار دشواری است. به عنوان نمونه:
- فولاد به تنگستن؛
- فولاد به نیوبیوم؛
- فولاد ضد زنگ به تیتانیوم؛
- آلیاژهای طلا به مس.
از جوشکاری نفوذی در صنایع هوایی و موشکی ، الکترونیک ، کاربردهای هسته ای ، ساخت مواد کامپوزیت استفاده می شود. در صنعت هوا و فضا و ایجاد اتصالات تیتانیوم و سایر آلیاژها از این روش استفاده می شود. استفاده از جوشکاری نفوذی در صنعت هوا و فضا هزینه های اضافی را کاهش داده و از نظر اقتصادی مقرون به صرفه است.
مزایای استفاده از جوشکاری نفوذی:
- مواد متفرقه ممکن است جوش داده شوند (فلزات ، سرامیک ، گرافیت ، شیشه).
- جوش هایی با کیفیت بالا بدست می آیند (بدون منافذ ، اجزاء ، جداسازی شیمیایی ، تحریف).
- هیچ محدودیتی در ضخامت قطعات کار وجود ندارد.
مضرات جوشکاری نفوذی:
- فرآیند وقت گیر و با بهره وری کم است
- قبل از فرآیند جوشکاری ، آماده سازی سطح کاملی لازم است.
- سطوح جفت گیری دقیقاً باید روی هم قرار بگیرند.
- سرمایه گذاری اولیه نسبتاً بالا در تجهیزات نیاز است
جوش التراسونیک-جوشکاری با امواج مافوق صوت (USW)
شامل استفاده از انرژی صوتی با فركانس بالا برای نرم كردن و ذوب كردن در منطقه جوش است. قسمت هایی كه باید به یكدیگر جوش داده شوند زیر فشار روی هم نگه داشته شده و تحت ارتعاشات اولتراسونیك با فركانس ۲۰ تا ۴۰ كیلو هرتز قرار میگیرند. موفقیت جوش به طراحی مناسب اجزا و مناسب بودن موادی كه جوش داده میشوند بستگی دارد. از آنجا كه جوشكاری اولتراسونیك بسیار سریع است(كمتر از ۱ ثانیه) و قابلیت اتوماسیون دارد به طور وسیع از آن در صنعت استفاده میشود.
جوشکاری اولتراسونیک براساس استفاده از انرژی صوتی با فرکانس بالا عمل می کند. در این نوع جوشکاری دو قطعه زیر فشار هم قرار گرفته و تحت ارتعاشات مافوق صوتی (آکوستیک) در دامنه 20 تا 70 کیلوهرتز قرار می گیرند. چرخه اولتراسونیک حدود 1 ثانیه طول می کشد و سرعت جوشکاری بسیار بالاست. موفقیت در این روش جوشکاری، به طراحی مناسب اجزا و مناسب بودن موادی که جوش داده می شوند بستگی مطلق دارد.
لرزش اولتراسونیک باعث ایجاد اصطکاک بین قسمت ها می شود و در نتیجه با گرمایش همزمان محلی، محل تماس، تماس نزدیک تری بین دو سطح ایجاد می شود. اتصالات بین اتمی ، که تحت این شرایط تشکیل می شود ، مفصل محکم را فراهم می کند.ضخامت قطعات جوش داده شده به واسطه توان تولیدکننده اولتراسونیک محدود است.
جوش التراسونیک عمدتاً برای پیوند دادن قطعات کوچک کار در الکترونیک ، برای ساخت وسایل ارتباطی ، ابزار پزشکی ، ساعت، در صنعت استفاده می شود.
مزایای استفاده از جوشکاری با امواج مافوق صوت:
- فلزات متفرقه ممکن است به هم ملحق شوند.
- تغییر شکل بسیار کم در سطوح قطعات کار؛
- جوش با کیفیت بالا بدست می آید.
- این فرایند ممکن است در خطوط تولید خودکار ادغام شود.
- سطح مهارت عملگر متوسط کافی است.
معایب جوشکاری با امواج مافوق صوت:
- فقط قطعات کوچک و نازک ممکن است جوش داده شوند.
- قطعات کار و قطعات آن ممکن است در بارهای معکوس ناشی از لرزش اولتراسونیک خستگی ایجاد کنند.
- قطعات کاری ممکن است به داخل خاکریز وصل شود.
جمع بندی
در نهایت، جوشکاری غیر ذوبی یک روش تخصصی و کاربردی است که می تواند در صنایع مختلف، اتصالات امن و باکیفیت ایجاد کند. اما برای بهره برداری حرفه ای از این تکنیک، داشتن آموزش صحیح و تجربه عملی اهمیت ویژه ای دارد. آموزشگاه فنی و حرفه ای سروش جاوید با ارائه دوره های کاربردی و پروژه محور، مهارت های لازم برای اجرای جوشکاری غیر ذوبی را به هنرجویان منتقل می کند و آن ها را برای ورود به بازار کار آماده می سازد.

